
صنعت پلاستیک به عنوان یکی از صنایع زیربنایی در جهان امروز، جایگاه بسیار مهمی دارد. بخش بزرگی از محصولات مصرفی، قطعات صنعتی، تجهیزات پزشکی و لوازم خانگی از طریق روش تزریق پلاستیک ساخته می شوند. دستگاه های تزریق پلاستیک دارای بخش های مختلفی هستند که هرکدام نقش کلیدی در تولید یک قطعه سالم و باکیفیت ایفا می کنند. در این میان، گیره دستگاه تزریق پلاستیک به عنوان یکی از مهم ترین اجزای این ماشین ها شناخته می شود.
گیره وظیفه دارد قالب را در هنگام تزریق مواد مذاب بسته نگه دارد تا از باز شدن قالب و نشت مواد جلوگیری کند. اگر فشار گیره به درستی تنظیم نشود، مشکلاتی همچون ایجاد فلش (بیرون زدگی مواد در لبه قطعه)، تغییر شکل محصول، و حتی آسیب به قالب و دستگاه رخ خواهد داد. بنابراین، آشنایی با نکات کلیدی در تنظیم گیره دستگاه تزریق پلاستیک برای اپراتورها، مهندسان تولید و مدیران کیفیت ضروری است.
در این مقاله به طور جامع به اهمیت تنظیم صحیح گیره، ساختار و عملکرد آن، مفهوم فشار گیره، روش های اندازه گیری فشار و عوامل مؤثر بر کیفیت نهایی محصول می پردازیم.
اهمیت تنظیم صحیح گیره دستگاه تزریق
تنظیم گیره دستگاه تزریق پلاستیک تأثیر مستقیم بر کیفیت قطعه نهایی و عمر مفید دستگاه دارد. اگر فشار گیره کمتر از حد نیاز باشد، درزهای قالب به خوبی بسته نمی شوند و مواد مذاب از لبه ها خارج می شود که این مشکل با نام فلش شناخته می شود. این پدیده نه تنها باعث کاهش کیفیت قطعه می شود بلکه موجب اتلاف مواد اولیه و افزایش هزینه تولید خواهد شد.
از طرف دیگر، اگر فشار گیره بیش از حد باشد، فشار غیرضروری به قالب و اجزای مکانیکی دستگاه وارد می شود. این وضعیت باعث افزایش سایش، کاهش عمر قالب و افزایش مصرف انرژی خواهد شد. در نتیجه، انتخاب و تنظیم دقیق فشار گیره برای رسیدن به تعادل میان کیفیت محصول و طول عمر تجهیزات اهمیت فراوان دارد.
به زبان ساده، تنظیم صحیح گیره همانند یک پل ارتباطی میان بهره وری اقتصادی و کیفیت بالای تولید است.
ساختار و عملکرد گیره در دستگاه تزریق
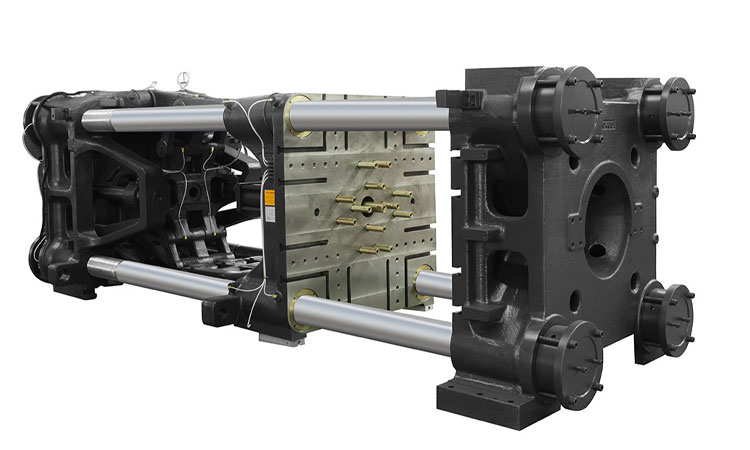
برای درک بهتر اهمیت تنظیم گیره، لازم است ابتدا با ساختار و عملکرد این بخش از دستگاه آشنا شویم. گیره یا Clamping Unit بخشی است که وظیفه دارد دو نیمه قالب تزریق پلاستیک را محکم به هم بچسباند و در طول تزریق در همان حالت نگه دارد.
اجزای اصلی گیره عبارت اند از:
- صفحه ثابت (Fixed Platen) :
این صفحهثابت بوده و قسمتی است که نیمه ثابت قالب روی آن نصب می شود.
- صفحه متحرک (Moving Platen) :
یکی دیگر از اجزای این دستگاه صفحه متحرک نام دارد. نیمه متحرک قالب روی این بخش قرار دارد و با حرکت به جلو و عقب، باز و بسته شدن قالب را ممکن می سازد.
- میله های راهنما:
از دیگر اجزای این دستگاه میله راهنما است. این میله ها برای حرکت دقیق و هم راستا بودن صفحات استفاده می شوند.
- سیلندر هیدرولیکی یا مکانیزم مکانیکی قفل کننده:
این سیلندر بخش بسیار مهمی است دستگاه بوده که نیروی لازم برای بسته نگه داشتن قالب را تأمین می کند.
عملکرد گیره به این صورت است که هنگام شروع چرخه تزریق، صفحه متحرک حرکت کرده و قالب را می بندد. سپس مکانیزم قفل کننده وارد عمل می شود و فشار مورد نیاز را اعمال می کند. این فشار تا پایان مرحله تزریق و خنک کاری حفظ می شود تا از باز شدن قالب جلوگیری شود. پس از پایان چرخه، گیره باز شده و قطعه از قالب خارج می شود.
فشار گیره چیست و چرا مهم است؟
فشار گیره (Clamping Force) به میزان نیرویی گفته می شود که گیره دستگاه برای بسته نگه داشتن قالب در زمان تزریق اعمال می کند. این فشار معمولاً بر حسب تن (Ton) بیان می شود و مقدار آن بسته به نوع قطعه، اندازه سطح قالب و فشار تزریق مواد متغیر است.
اهمیت فشار گیره از چند جنبه قابل بررسی است:
- جلوگیری از نشتی مواد:
اگر فشار کمتر از حد لازم باشد، مواد مذاب از درزهای قالب بیرون می زنند و کیفیت قطعه کاهش می یابد.
- حفظ شکل قطعه:
فشار بیش از حد می تواند باعث تغییر شکل قطعه و ایجاد تنش های داخلی شود.
- افزایش عمر قالب و دستگاه:
تنظیم صحیح فشار مانع از آسیب های مکانیکی به قالب و اجزای دستگاه می شود.
- صرفه جویی در انرژی:
هرچه فشار گیره بهینه تر باشد، مصرف انرژی دستگاه کمتر خواهد بود.
به همین دلیل، انتخاب فشار گیره بهینه برای هر پروژه تولیدی اهمیت اساسی دارد و مستقیماً بر بهره وری و کیفیت اثر می گذارد.
روش های اندازه گیری فشار گیره
برای اینکه فشار گیره دستگاه تزریق پلاستیک در محدوده صحیح باشد، باید آن را به درستی اندازه گیری کرد. روش های مختلفی برای این کار وجود دارد که در ادامه به مهم ترین آن ها اشاره می کنیم:
- استفاده از سنسورهای فشار
در دستگاه های مدرن، سنسورهایی برای اندازه گیری فشار گیره تعبیه شده اند که اطلاعات دقیقی در اختیار اپراتور قرار می دهند. این سنسورها به سیستم کنترل متصل هستند و امکان تنظیم دقیق را فراهم می کنند.
- روش کاغذ یا فویل
در این روش سنتی، یک ورق کاغذ یا فویل آلومینیومی نازک بین دو نیمه قالب قرار داده می شود. پس از بستن قالب، اثر فشار روی کاغذ یا فویل بررسی می شود. یکنواختی یا عدم یکنواختی فشار از این طریق قابل تشخیص است.
- محاسبات تئوریک
با استفاده از فرمول های محاسباتی، فشار گیره مورد نیاز بر اساس سطح مقطع قطعه و فشار تزریق محاسبه می شود. برای مثال:
F=A×PF = A \times PF=A×P
که در آن:
- FFF فشار گیره (تن)
- AAA سطح مقطع قطعه (cm²)
- PPP فشار تزریق مواد (kg/cm²)
این روش به ویژه برای انتخاب دستگاه مناسب پیش از شروع تولید مفید است.
- سیستم های دیجیتال و نرم افزاری
امروزه نرم افزارهای شبیه سازی مانند Moldflow امکان پیش بینی فشار مورد نیاز را پیش از تولید واقعی فراهم می کنند. این ابزارها خطاهای احتمالی را کاهش می دهند و به بهینه سازی فرآیند کمک می کنند.
تنظیم فشار گیره برای قالب های مختلف
هر قالب در دستگاه تزریق پلاستیک ویژگی های خاصی دارد و نمی توان یک فشار ثابت را برای همه قالب ها در نظر گرفت. قالب های کوچک و ساده معمولاً به فشار کمتری نیاز دارند، در حالی که قالب های بزرگ یا چندحفره ای نیازمند فشار بالاتری هستند. همچنین جنس و طراحی قالب نیز در انتخاب فشار گیره اهمیت دارد.
به طور مثال:
- قالب های قطعات نازک دیوار: چون مواد با سرعت بالا وارد قالب می شوند، برای جلوگیری از باز شدن درز قالب به فشار بالاتر نیاز دارند.
- قالب های قطعات ضخیم دیوار: به دلیل جریان آرام تر مواد، فشار متوسط یا حتی پایین تر کافی خواهد بود.
- قالب های چند حفره ای: چون سطح مقطع بیشتری درگیر می شود، باید فشار گیره بالاتری اعمال شود تا از نشتی مواد جلوگیری گردد.
بنابراین اپراتور باید برای هر پروژه، فشار گیره را متناسب با طراحی قالب، جنس قطعه و نوع پلیمر به طور دقیق تنظیم کند.در فرآیند تزریق پلاستیک لوازم خانگی، رعایت نکات کلیدی در تنظیم گیره دستگاه برای تضمین کیفیت قطعات و جلوگیری از تغییر شکل قالب ضروری است.

خطاهای رایج در تنظیم گیره دستگاه
یکی از چالش های اصلی در خطوط تولید پلاستیک، بروز خطا در تنظیم فشار گیره است. این خطاها می تواند کیفیت محصول را کاهش داده یا به دستگاه و قالب آسیب بزند.
رایج ترین خطاها عبارت اند از:
- اعمال فشار بیش از حد:
این خطا باعث فرسایش سریع اجزای مکانیکی و افزایش مصرف انرژی می شود. حتی ممکن است به شکستگی قالب منجر شود.
- فشار کمتر از نیاز:
در این حالت مواد مذاب از درز قالب خارج می شود و پدیده فلشینگ رخ می دهد که کیفیت محصول را پایین می آورد.
- نادیده گرفتن شرایط محیطی:
تغییر دمای محیط یا تغییر ویسکوزیته مواد می تواند فشار مورد نیاز را تغییر دهد، اما بسیاری از اپراتورها این عامل را نادیده می گیرند.
- تنظیمات یکسان برای قالب های مختلف:
هر قالب نیاز به شرایط خاص دارد و استفاده از یک تنظیم عمومی برای همه آن ها یک اشتباه رایج است.
پیشگیری از این خطاها نیازمند آموزش کافی اپراتورها و استفاده از ابزارهای دقیق اندازه گیری فشار است.
اثر تنظیم نامناسب گیره بر کیفیت قطعه
تنظیم نادرست فشار گیره، تأثیر مستقیمی بر کیفیت قطعات تولیدی دارد. اگر فشار کافی نباشد، نشتی مواد در قالب رخ می دهد و قطعه دچار عیوب ظاهری مانند فلشینگ و زبری لبه ها می شود. از سوی دیگر، فشار بیش از حد باعث ایجاد تنش های داخلی در قطعه شده و می تواند ترک های ریز یا تغییر شکل در محصول نهایی به وجود آورد.
همچنین کیفیت سطحی قطعه نیز به شدت تحت تأثیر تنظیم فشار گیره قرار دارد. فشار نامناسب ممکن است باعث بروز موج ها یا نقاط سوخته روی سطح شود که ظاهر قطعه را غیرقابل قبول می کند. در صنایع حساس مانند خودروسازی یا تجهیزات پزشکی، این نقص ها می تواند کل دسته تولید را غیرقابل استفاده کند.
نکات ایمنی در هنگام تنظیم گیره
تنظیم گیره دستگاه تزریق پلاستیک علاوه بر دقت فنی، نیازمند رعایت نکات ایمنی است. چون گیره دستگاه نیروی بسیار زیادی تولید می کند، کوچک ترین بی احتیاطی می تواند منجر به آسیب های جدی شود.
چند نکته کلیدی در این زمینه عبارت اند از:
- اپراتور باید همیشه از تجهیزات ایمنی مانند دستکش و عینک استفاده کند.
- قبل از ورود به ناحیه گیره، دستگاه باید در حالت توقف کامل و ایمن باشد.
- هیچ وسیله یا دست نباید هنگام بسته شدن قالب بین صفحات گیره قرار گیرد.
- تنظیم فشار گیره باید توسط افراد آموزش دیده انجام شود و اپراتورهای تازه کار باید تحت نظارت قرار گیرند.
- پس از تنظیم، عملکرد سنسورهای ایمنی و سیستم های حفاظتی دستگاه باید بررسی شود.
رعایت این نکات، علاوه بر حفظ جان اپراتور، از آسیب به قالب و دستگاه نیز جلوگیری خواهد کرد.در خدمات تزریق پلاستیک اجرتی، رعایت نکات کلیدی در تنظیم گیره دستگاه نقش مهمی در کیفیت نهایی قطعه و جلوگیری از خرابی قالب دارد.
سخن پایانی
در فرآیند تزریق پلاستیک، گیره دستگاه تزریق یکی از حساس ترین و حیاتی ترین اجزا محسوب می شود که وظیفه اصلی آن نگه داشتن قالب و ایجاد فشار لازم برای جلوگیری از باز شدن در هنگام تزریق مواد مذاب است. همان طور که دیدیم، تنظیم صحیح فشار گیره نقشی کلیدی در کیفیت قطعه نهایی، کاهش ضایعات، صرفه جویی در مصرف انرژی و افزایش طول عمر قالب ها دارد.جهت کسب اطلاعات بیشتر میتوانید مقاله معرفی ابزارهای حرفه ای طراحی قالب در صنعت پلاستیک را مطالعه کنید.
اگر فشار گیره کمتر از حد نیاز باشد، مشکلاتی مانند نشتی مواد و ایجاد فلشینگ به وجود می آید و اگر بیش از حد تنظیم شود، فشار غیرضروری به دستگاه و قالب وارد می شود و هزینه های نگهداری و تعمیرات افزایش می یابد. از سوی دیگر، خطاهای رایج در تنظیم و بی توجهی به ویژگی های هر قالب می تواند کیفیت محصول را تحت تأثیر قرار دهد.
به همین دلیل، اپراتورها و مهندسان تولید باید علاوه بر دانش فنی، از ابزارهای دقیق اندازه گیری استفاده کنند و همیشه نکات ایمنی را رعایت نمایند. در نهایت، می توان گفت تنظیم گیره دستگاه تزریق پلاستیک پلی میان کیفیت مطلوب محصول و بهره وری اقتصادی خط تولید است.
سوالات متداول
۱. چرا تنظیم صحیح گیره دستگاه تزریق پلاستیک اهمیت دارد؟
زیرا فشار مناسب مانع از باز شدن قالب و نشتی مواد مذاب می شود، کیفیت قطعه را تضمین می کند و در عین حال عمر دستگاه و قالب را افزایش می دهد.
۲. فشار گیره چگونه اندازه گیری می شود؟
با استفاده از سنسورهای فشار نصب شده روی دستگاه، روش های ساده مثل فویل یا کاغذ، محاسبات تئوریک بر اساس سطح مقطع قالب و فشار تزریق، یا نرم افزارهای شبیه سازی می توان فشار گیره را اندازه گیری کرد.
۳. چه خطاهایی در تنظیم فشار گیره رایج هستند؟
مهم ترین خطاها شامل اعمال فشار بیش از حد (که منجر به فرسایش قالب و دستگاه می شود)، تنظیم فشار کمتر از نیاز (که موجب فلشینگ و قطعات معیوب است)، و نادیده گرفتن شرایط خاص هر قالب و تغییرات دما و مواد هستند.
۴. اثر تنظیم نادرست گیره بر کیفیت قطعه چیست؟
فشار نامناسب می تواند باعث نقص های ظاهری مانند فلشینگ، ایجاد تنش داخلی، تغییر شکل قطعه، ترک های سطحی یا کاهش کیفیت سطح شود. این مشکلات در صنایع حساس می توانند منجر به غیرقابل استفاده شدن کل دسته تولید شوند.
۵. چه نکات ایمنی در هنگام تنظیم گیره باید رعایت شود؟
اپراتور باید از تجهیزات ایمنی استفاده کند، تنها در زمان توقف کامل دستگاه اقدام به تنظیم کند، از قرار دادن دست یا ابزار بین صفحات خودداری نماید و پس از تنظیم از عملکرد سنسورها و سیستم های حفاظتی دستگاه اطمینان حاصل کند.



{kind=link}
بدون دیدگاه